Zoals je misschien weet, hebben lasers de bijzondere eigenschap dat ze een enorme hoeveelheid EM-stralingsvermogen concentreren in een heel klein gebied. Dankzij deze eigenschap kan de laser zelfs worden gebruikt voor het snijden van metaal in verschillende omgevingen en toepassingen.
Er zijn veel technologieën en technieken beschikbaar voor het snijden van metaal in verschillende vormen en maten. Elk van deze technologieën heeft zijn voor- en nadelen, waarmee altijd rekening moet worden gehouden door degenen die metaal verwerken en gebruiken in hun eigen industriële of commerciële sector.
Als je werkt in de machinebouw, bouw of constructiesector, is het altijd handig om te weten met welke technologieën je metaal op een effectieve en eenvoudige manier kunt snijden. Na het lezen van dit artikel zult u begrijpen waarom lasers de grootste voordelen bieden bij het werken met metalen.
Metalen snijtechnieken, zijn ze allemaal goed?
Zoals we weten, worden er vier methoden gebruikt om metaal te snijden:
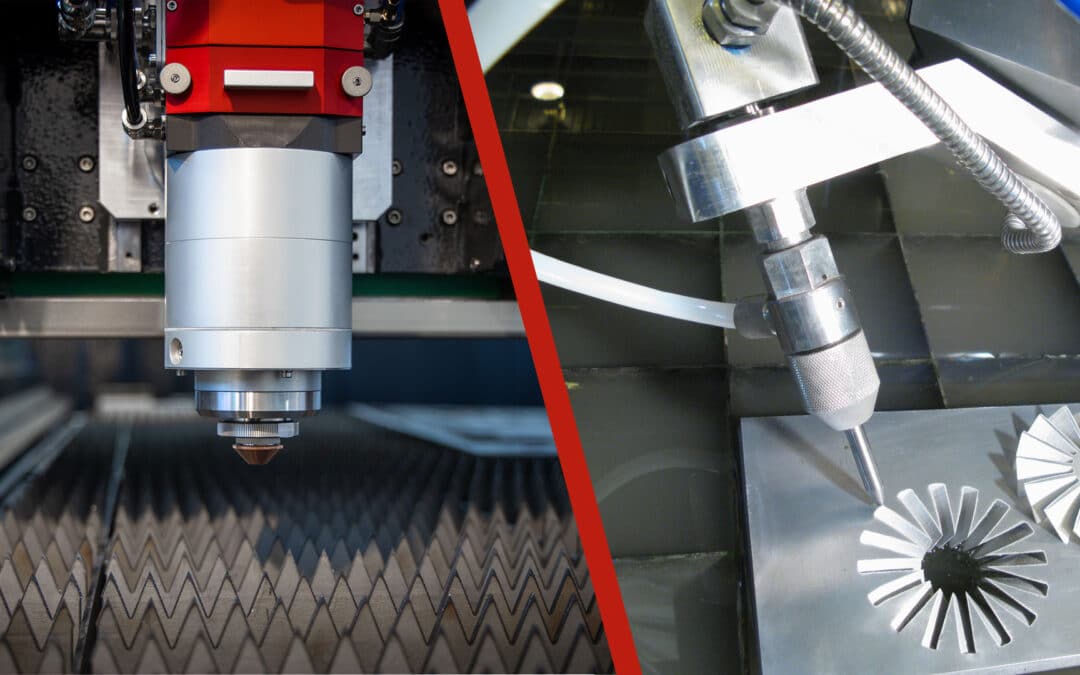
laser
waterstraal
plasma
knippen
Een van de sterke punten van de laser voor het snijden van metaal is zijn unieke vermogen om kracht te richten op een zeer klein gebied. Dit maakt de laser de ultieme technologie voor nauwkeurigheid en kwaliteitswerk bij het markeren van metaal.
Later zullen we zien hoe snelheid ook een sterk punt is van de laser als het gaat om het snijden van metalen.
De laser lijkt op het eerste gezicht misschien de minst kosteneffectieve oplossing, maar gezien de snelheid, nauwkeurigheid, snijkwaliteit en veelzijdigheid is het veruit de meest effectieve technologie voor een verscheidenheid aan metaalsnijtaken. Laten we eens naar de details kijken.
In welke sectoren wordt metaallasersnijden gebruikt?
De flexibiliteit van de laser maakt het mogelijk om te voldoen aan de vele eisen van elke industriële sector waar metaal en metaalderivaten worden verwerkt. In allerlei vormen.
Lasersnijden is vooral handig wanneer precisieprestaties qua afmetingen vereist zijn. Lage thermische impact is ook een vereiste – en een die de laser met succes vervult – tijdens het snijproces.
Daarom zijn de sectoren waarin laserstralen op grote schaal worden gebruikt als metaalsnijsysteem de volgende: auto- en luchtvaartindustrie, evenals de medische, bouw- en constructie-industrie, armaturen en visuele communicatie, specialistische machinebouw, flexibele matrijzen en engineering.
Lasers die gebruikt worden voor het snijden van metalen verschillen nogal van lasers die gebruikt worden voor markeren of etsen. Het markeren van metalen wordt meestal gebruikt om serieproducten te identificeren met hun productiespecificaties. Of om seriële, herkomst- en traceerbaarheidscodes aan te brengen.
Dit zijn toepassingen in de elektrische en elektronische industrie, machinebouw en gereedschapmakerij, plaatbewerking, medische technologie, promotiematerialen, juwelen en de auto-industrie.
Metalen lasersnijden, alles wat u moet weten
Vandaag de dag is lasertechnologie een veelgebruikte methode voor het snijden van metaal. Voor de verschillende soorten samenstelling, legering, dikte en textuur van het te snijden metaal is er een specifiek lasersysteem ontworpen om het metaal te snijden.
Laserbron voor het snijden van metaal, welke is de beste?
De markt voor lasersnijmachines voor plaatbewerking heeft zich de afgelopen jaren snel ontwikkeld.
Nieuwe machines op de markt gebracht door verschillende fabrikanten zorgen voor een revolutie in het lasersnijproces en dus ook in de keuzemogelijkheden voor bedrijven en professionals die oplossingen nodig hebben voor het snijden van metaal.
Als het op de bron aankomt, hebben gebruikers twee verschillende keuzes, afhankelijk van hun behoeften –
conventionele plaatlasersnijmachines met een CO2 bron
machines met een fiberbron van de nieuwe generatie
CO2 laserbron
De conventionele CO2 laser is al lang de meest gebruikte bron. De eerste toepassing op plaatmetaal dateert uit de late jaren 1980 en was tot een paar jaar geleden ontworpen voor specifieke substraten met diktes van meer dan 4 tot 5 mm.
Deze bron gebruikt een mengsel van gassen, bekend als lasinggassen, en een aanzienlijke elektrische stroom om een lichtbundel te genereren. Gezien de hoge bedrijfstemperaturen is een grote koeleenheid (chiller) nodig.
Deze bronnen hebben een lage energie-efficiëntie (niet meer dan 10 tot 12%), dus voor elke kW vermogen die beschikbaar is om te snijden, is 10 keer zoveel nodig om alleen het laserapparaat van stroom te voorzien.
Tot 2007 was dit het enige type laser dat beschikbaar was voor snijprocessen.
Fiber laserbron
In de jaren daarna begon de markt voor lasersnijmachines over te stappen op nieuwe technologieën – fiber bronnen.
Fiberlasers gebruiken optische fibers ‘gepompt’ met diodes om vaste lasersnijbronnen te maken met veel minder componenten en zonder noodzaak van een lasergas. De belangrijkste factor bij het kiezen van lasersnijmachines is efficiëntie.
De reden achter de snelle ontwikkeling van fiberbronnen is de hogere productiesnelheid, grotere nauwkeurigheid en aanzienlijke kostenbesparingen.
Glasfiberlasers hebben betere scherpstelmogelijkheden, zijn veel stabieler en de spotdiameters zijn veel kleiner in vergelijking met CO2 bronnen. Dit maakt een aanzienlijk nauwkeurigere en stabielere snede mogelijk tijdens het bewerken.
De energie-efficiëntie van een fiberbron is nu gemiddeld 35% hoger dan die van CO2-bronnen. Er zijn geen lasgaskosten, geen mechanische onderdelen die slijten en fiberbronnen zijn onderhoudsvrij.
Een decennium geleden waren mensen die diktes van meer dan 4 tot 5 mm moesten snijden genoodzaakt te kiezen voor een machine met een CO2 laserbron. Het vermogen van de fiberbronnen was zelden hoger dan 2 tot 3 kW. Tegenwoordig zijn er door technologische ontwikkelingen fiberbronnen beschikbaar met vermogens van meer dan 15 kW.
Fiberlaserbronnen hebben in wezen CO2 lasers vervangen voor alle toepassingen waarbij metaal gesneden moet worden.
CO2 laserbronnen zijn ongetwijfeld nog steeds effectief voor het snijden van niet-metalen materialen (zoals hout, kunststof of textiel).