Als een bedrijf moet kiezen welke technologie het wil gebruiken voor plaatbewerking, rijst de vraag welke snijmachine van de verschillende beschikbare types het meest effectief is.
Vandaag de dag kan het snijden van plaatmetaal worden uitgevoerd met behulp van verschillende oplossingen. Bedrijven in de metaal-, scheepsbouw-, auto- en bouwindustrie stellen lasersnijden steeds vaker tegenover plasmasnijden.
Deze technologieën voor het snijden van plaatmetaal, die voornamelijk worden gebruikt in de metaalbewerking, hebben vergelijkbare productiedoelen maar kunnen heel verschillend zijn in hun specifieke toepassingen.
Het is moeilijk om a priori te bepalen welke van de twee je moet kiezen: plasmasnijden of lasersnijden. Bij het kiezen van een van deze opties voor de plaatbewerkingsindustrie hoort zeker een eerste beoordeling van de toepassingen en vereisten waarvoor het ene of het andere snijsysteem de voorkeur heeft.
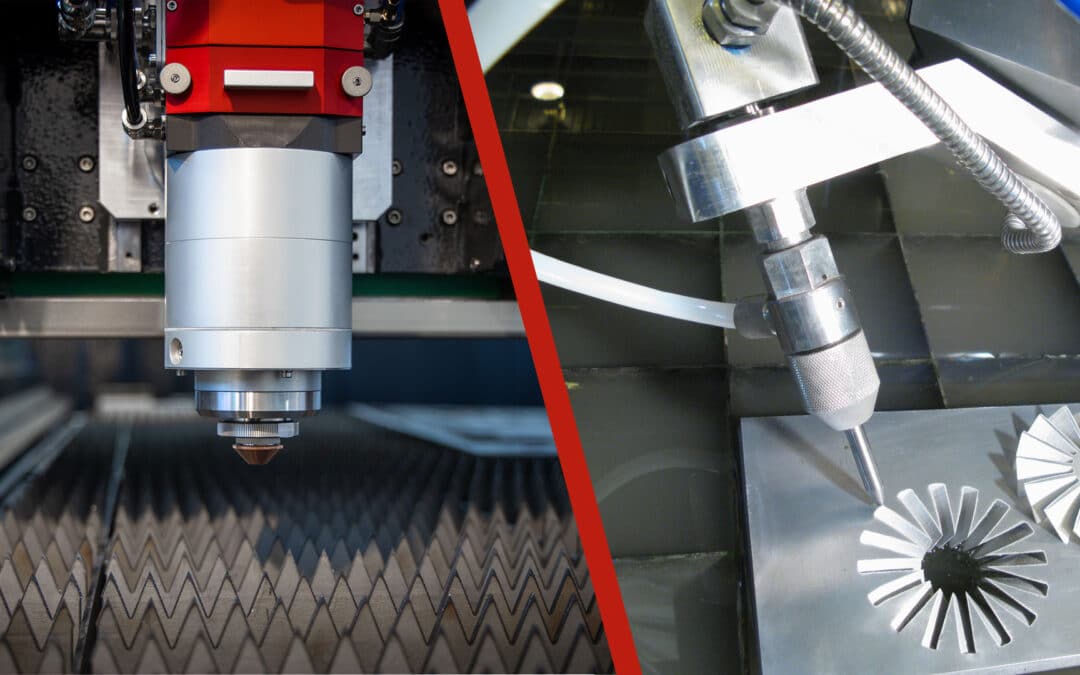
Hier leggen we uit wat de belangrijkste verschillen zijn tussen lasersnijden en plasmasnijden van plaatmetaal.
De belangrijkste kenmerken van lasersnijden en plasmasnijden
Lasersnijmachines
Lasersnijmachines (een acroniem voor Light Amplification by Stimulated Emission of Radiation) die gebruikt worden voor plaatbewerking zijn gebaseerd op de emissie van een bijzonder gecollimeerde, monochromatische lichtstraal.
Lasersnijtechnologie is bij uitstek geschikt voor het bewerken van dun, delicaat plaatstaal, d.w.z. 5 tot 12 mm, en plaatstaal van gemiddelde dikte, d.w.z. 20 mm.
Dit heeft drie basisredenen:
de laserlichtstraal concentreert een enorme hoeveelheid kracht op kleine oppervlakken;
lage thermische impact op de plaat;
extreme nauwkeurigheid bij het snijden, er is geen verdere bewerking nodig.
Tot voor kort was een technologische beperking 20 mm dikte, waarboven plasmasnijden de voorkeursoptie was. Lasermachines overschreden zelden de fysieke limiet om dikker dan 20-25 mm te snijden en de bewerkingssnelheden waren nog steeds vrij laag.
Tegenwoordig zijn er fiberbronnen met een hoog vermogen (8, 10, 12, 15 en 20 kW) beschikbaar en is de grens van de te snijden substraatdikte verhoogd naar 35 tot 50 mm.
Door gebruik te maken van het hoge vermogen van de nieuwe fiberlaserbronnen kunnen ijzer, roestvast staal en aluminium gesneden worden met diktes van meer dan 20 mm tegen concurrerende snelheden en met de garantie van een uitstekende oppervlakteafwerking gekoppeld aan een hoge mate van nauwkeurigheid.
Lasersnijsystemen zijn bijzonder voordelig omdat –
Ze zorgen voor schone, nauwkeurige en braamvrije zaagsneden op oppervlakken
Ze vereisen geen verdere bewerking
Laag energieverbruik vergeleken met plasmasnijden
Zeer laag verbruik van verbruiksmaterialen vergeleken met plasmasnijden
Ze kunnen perfect boren onder de dikte (van 5 mm tot 20 mm dikte)
Ze kunnen zelfs worden gebruikt voor het snijden van gestanste en diepgetrokken oppervlakken.
Ze kunnen ook gebruikt worden voor het bewerken van halfafgewerkte en voorgelakte producten.
Plasmasnijden voor plaatbewerking
Plasmasnijtechnologie, meer dan vijftig jaar geleden ontdekt, wordt gebruikt voor het verwerken van verschillende soorten dikkere geleidende metalen materialen (roestvrij staal, aluminium, koper en messing).
Plasmalasers gebruiken energie en warmte om in materialen te snijden. Er wordt met name een gasstroom gebruikt die naar een toorts wordt gestuurd en bij hoge temperatuur wordt geïoniseerd door een elektrische boog of een hoogfrequente inductor.
De gebruikte gasmengsels zijn waterstof en stikstof. Een gas onder hoge druk wordt door een mondstuk geblazen, dat via een elektrische wisselwerking met een elektrode plasma wordt en warmte overdraagt aan het metaal, waardoor het op smelttemperatuur komt en er dus in kan worden gesneden.
Met een plasmasnijmachine wordt een vrij nauwkeurig maar niet uitmuntend werk bereikt. Daarom moeten metaalresten na het snijden later met de hand worden verwijderd.
Plasmamachines kunnen ook worden gebruikt om andere soorten metalen te snijden, waaronder non-ferrometalen. Voor platen van meer ‘delicate’ legeringen, zoals koolstofstaal, verdient plasmasnijden echter de voorkeur voor kleine en eenvoudige bewerkingen.
Wat zijn de voordelen van plasmasnijden?
Vandaag de dag is plasmasnijtechnologie ideaal voor het verwerken van plaatwerk met diktes van meer dan 35 tot 40 mm. Bijvoorbeeld in structureel metaalwerk of waar geen bijzondere cosmetische nauwkeurigheid vereist is.
In tegenstelling tot lasersnijden kan plasmasnijden gemakkelijker micro-imperfecties op materiaaloppervlakken laten zien. Het snijoppervlak is niet loodrecht en heeft een slechte oppervlakteafwerking. Gaten zijn van slechte kwaliteit en moeten vaak met de hand geboord worden met behulp van andere werkplaatsmachines. Lasersnijden maakt het mogelijk om afsnijdingen te verminderen en zo het bewerkbare oppervlak te optimaliseren.
De toleranties die haalbaar zijn met plasmasnijden zijn twee orden van grootte hoger dan met lasersnijden – in de orde van millimeters met plasma tegenover een paar honderdsten van een millimeter met laser.
Wat te kiezen – lasersnijden of plasmasnijden?
Met de komst van krachtige fiberlaserbronnen kunnen veel processen die voorheen op plasma’s werden uitgevoerd nu worden overgezet naar lasermachines. De voordelen zijn legio en we hebben ze beschreven in het artikel ‘Wat is een fiberlaser? – Alles wat je moet weten’.
De belangrijkste voordelen zijn de kwaliteit van de gesneden stukken en de productiviteit voor platen met een lage of gemiddelde dikte. Daarnaast kunnen we gerust zeggen dat fiberlasers veel lagere staande kosten hebben in termen van verbruiksartikelen (nozzles, keramiek en beschermend glas) dan plasmalasers (toortsen, elektroden). Bovendien is er met een laser een grote besparing op materiaal door de optimalisatie van het nesten en een aanzienlijke besparing op elektrische energie.
Voor plasmasnijmachines variëren de omschakeltijden van enkele seconden (met eenvoudige procedures) tot enkele minuten of uren (met complexe procedures die dan fijnafstelling en snijtests vereisen).
Dit heeft een grote invloed op de beschikbaarheid van de machine voor productiedoeleinden. In tegenstelling tot een laser zal een plasmasnijmachine elke maand enkele uren niet beschikbaar zijn voor routineonderhoud en instellen.
In het licht van deze significante verschillen – die een aanzienlijke impact hebben op de uiteindelijke output – kunnen we zeggen dat de fiberlaser door de laatste technologische ontwikkelingen steeds populairder wordt op de markt. Het is zelfs algemeen geaccepteerd op het gebied van machinale bewerkingsprocessen die van oudsher werden uitgevoerd met fiberlasers.